 |
| The fixture I use for drilling straight holes in handle material being attached to a tapered tang. It is super high tech; some scrap aluminum and a 1-2-3 block. |
 |
| I clamp onto the ricasso; the center line is parallel to the fixture and thus I can drill a straight hole through the handle material. I use a couple drops of cyanoacrylate and Micarta wedges to support the handle scale. |
 |
| Fixture clamped in my mill vise. |
 |
| Drilling my holes; I then flip the knife over and and follow the above steps for the other side. |
 |
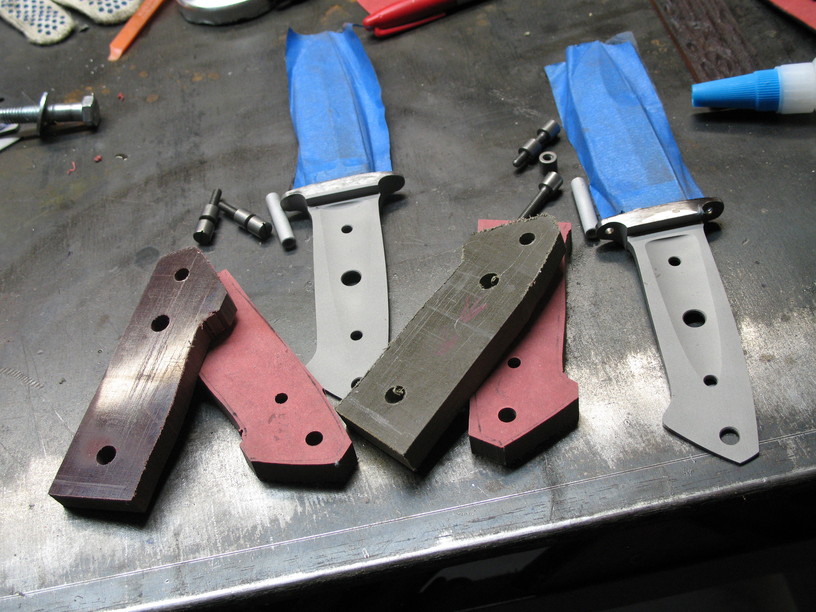
| Holes drilled, hardware ready, everything media blasted and ready for glue up. |
 |
| Glued, screwed and drying. |
 |
| Rough shaping; grind all bolts level and handle material close to the tang. |
 |
| Handle contouring starting; grinding handle material down to guard. |
 |
| Grinding in the heel hollow |
 |
| Roughly shaped and ready for a whole lot of slack belt work. |
 |
| My slack belt work starts at 100P and ends at 1200P... |
No comments:
Post a Comment